在現代化工業制造領域,尤其是冶金、板材、帶材加工等行業,對材料寬度的實時、高精度在線檢測是保障產品質量與生產效率的關鍵環節。傳統的單目視覺或接觸式測量方法常因環境振動、目標物位置波動導致測量距離變化,進而引入顯著的測量誤差。KX02 SY1000型測寬儀,作為一款基于先進雙目立體視覺技術的非接觸式測量設備,其核心優勢在于能夠智能、有效地修正和消除因距離變化對寬度測量精度的影響,為生產質量控制提供了可靠的技術保障。
一、 挑戰:距離變化——非接觸式測量的固有難題
在非接觸式光學測量中,一個基本原理是:被測物體與測量傳感器(如相機)之間的相對距離變化,會直接導致成像系統中目標物像尺寸的變化。簡單來說,同一寬度的物體,距離相機越遠,在相機成像平面上所占的像素就越少;反之則越多。如果測量系統無法感知或補償這種距離變化,僅僅依據二維圖像中的像素數量來計算物理寬度,其結果將嚴重失真。生產線上材料的跑偏、抖動、帶材的浪形或拱起,都會導致其與測寬儀之間距離的實時波動,這是高精度在線測寬必須克服的核心挑戰。
二、 原理:雙目立體視覺——從二維到三維的突破
KX02 SY1000型測寬儀采用了仿生學的雙目立體視覺原理。它配備了兩個經過精確校準的高分辨率工業相機,模擬人眼的視差功能。其工作流程如下:
- 同步采集:兩個相機從略有差異的水平角度,同時對被測目標(如熱軋帶鋼)進行高速同步圖像采集。
- 特征匹配:強大的內置圖像處理算法,在兩幅圖像中自動識別并匹配同一物理點的像素(例如帶鋼的邊緣特征點)。
- 三維重建:根據三角測量原理,利用已知的相機間距(基線距)、焦距以及匹配點之間的像素視差,精確計算出該特征點相對于測寬儀的三維空間坐標(X, Y, Z)。其中,Z坐標即代表了該點到相機的精確距離。
- 寬度計算:系統不是簡單地在單張圖片上數像素,而是通過計算左右兩側邊緣特征點的三維空間坐標,在真實的物方空間中進行幾何運算,直接得到被測物體在設定參考平面上的實際物理寬度。
關鍵修正機制:正是由于系統能實時獲取被測物表面每個關鍵點的精確距離(Z值),因此無論帶鋼是靠近還是遠離測頭,系統都能依據實時三維坐標進行補償計算,從而從根本上消除了距離變化引入的測量誤差。
三、 優勢:SY1000型測寬儀的核心技術特點
- 距離自適應補償:內置的測量模型動態融合雙目三維信息,實現全量程范圍內的自動距離補償,無需額外的距離傳感器(如激光測距儀),簡化了系統結構,提高了可靠性。
- 高精度與高穩定性:在有效測量范圍內,即使存在±100mm甚至更大的距離波動,系統仍能保持極高的寬度測量精度(通常可達毫米級甚至亞毫米級),滿足嚴苛的工業標準。
- 強大的軟件算法:先進的圖像處理、立體匹配和三維標定算法是發揮硬件性能的基礎。軟件能有效過濾現場水汽、煙霧、氧化鐵皮等干擾,確保特征點匹配的準確性和魯棒性。
- 真正的非接觸:避免了接觸式測量造成的材料表面損傷和儀表磨損,適用于高溫、高速等惡劣工況。
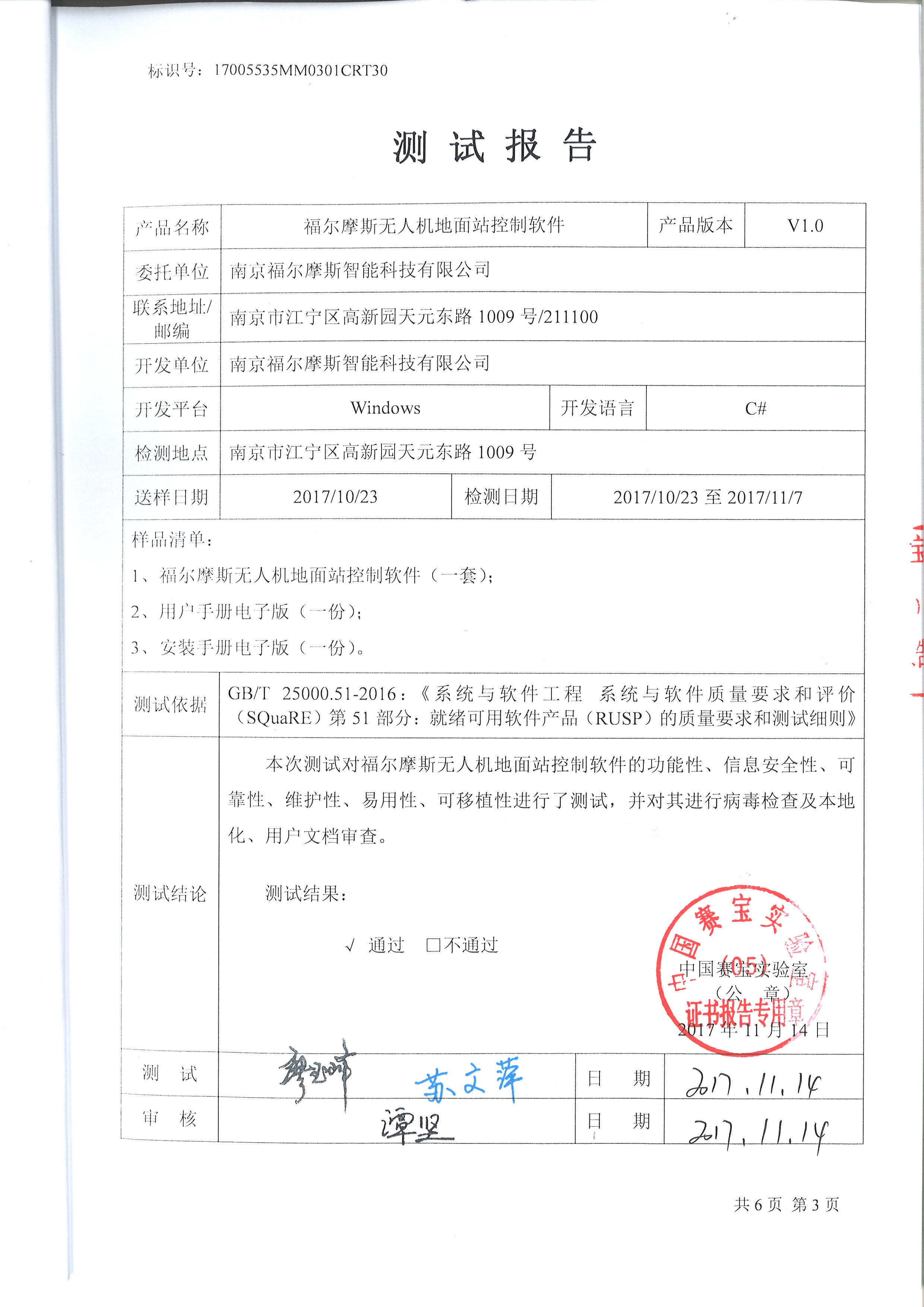
四、 軟件產品的檢驗檢測:確保可靠性的生命線
對于KX02 SY1000這類高度智能化的測量系統,其軟件功能的完備性、算法的準確性和運行的穩定性,與硬件同等重要。其軟件產品的檢驗檢測應涵蓋以下層面:
- 功能性測試:驗證雙目圖像采集同步性、標定模塊準確性、三維重建算法、寬度計算邏輯、距離補償功能是否按設計規范正確實現。
- 精度校準與驗證:在實驗室和模擬現場環境下,使用不同寬度、不同距離的標準件或高精度標定板,對系統進行全量程、多工況的精度標定與驗證,確保測量結果符合宣稱的技術指標。
- 魯棒性測試:模擬現場可能出現的干擾,如光照變化、部分遮擋、強烈振動、高溫輻射等,檢驗軟件算法的抗干擾能力和系統的穩定性。
- 性能與壓力測試:測試系統在最大標稱測量頻率下的長期運行能力,確保軟件無內存泄漏、數據處理無延遲、不崩潰。
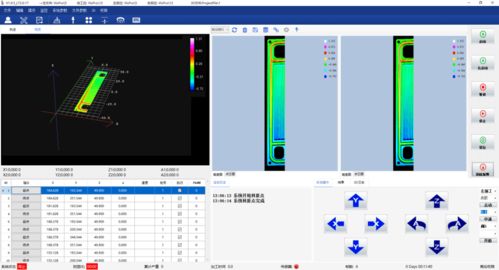
- 界面與通訊測試:檢查人機交互界面(HMI)的易用性,以及與其他系統(如PLC、MES)的數據通訊接口(如以太網、Profibus)的準確性和穩定性。
五、 結論
KX02 SY1000型雙目視覺測寬儀,通過其核心的雙目立體視覺技術,成功地將測量維度從受距離影響的二維圖像提升至真實的三維空間,實現了對距離變化因素的有效修正和消除。這不僅是光學測量技術的一次成功應用,更是工業在線檢測邁向智能化、高可靠性的重要體現。而對其進行全面、嚴格的軟件產品檢驗檢測,是確保這項先進技術在實際工業生產中持續、穩定發揮效能的基石,最終為提升產品質量、優化工藝控制和降低生產成本提供堅實的數據支撐。